La saldatura dell'alluminio è un processo difficile a casa. La complessità è dovuta alle proprietà del metallo, che rendono difficile collegare singole parti di alluminio con altre sostanze. È necessario collegare l'alluminio nel rispetto di tecnologie appositamente sviluppate che garantiscono la qualità della saldatura. Ciò che conta è l'esperienza del maestro, che collega le parti in alluminio mediante saldatura.
Contenuto
Perché l'alluminio non salda bene
Molti hanno provato a saldare l'alluminio in casa e hanno capito bene: la saldatura non vuole attaccarsi alla superficie delle parti. Ciò è dovuto alla formazione di un film di ossido stabile sul metallo, che ha una bassa adesione al materiale di saldatura. I metodi per saldare l'alluminio a casa sono ridotti alla lotta contro un film protettivo.
In mineralogia, l'ossido di alluminio è chiamato corindone. È costituito da cristalli trasparenti, che sono pietre preziose.Il corindone ha un colore diverso, a seconda delle impurità: il cromo conferisce una sfumatura rossastra, lo zaffiro - bluastro. Il film di ossido ha un'elevata resistenza e non può essere saldato. Deve essere rimosso dalla superficie e quindi iniziare a saldare le parti.

Come rimuovere la pellicola di ossido
Il film viene rimosso dalla superficie metallica in diversi modi, i più efficaci sono chimici e meccanici. Entrambi i metodi richiedono un ambiente senz'aria in cui non c'è ossigeno per funzionare.
Il metodo chimico si basa sulla deposizione di zinco o rame sulla superficie della billetta mediante elettrolisi. Il solfato di rame viene applicato sotto forma di una soluzione concentrata nel luogo preparato per la saldatura. Attacca il terminale negativo della batteria o un'altra fonte di alimentazione a un'area pulita di metallo. Un'estremità del filo di rame è collegata al terminale positivo, l'altra è calata nella soluzione sulla superficie di alluminio. Come risultato dell'elettrolisi, il rame o lo zinco si depositano in uno strato sottile sull'alluminio e vi aderiscono fortemente. Ora puoi saldare l'alluminio con lo stagno.
Un film d'olio viene utilizzato per rimuovere l'ossido. Per questo metodo, è meglio prendere olio sintetico o per trasformatori con un basso contenuto di acqua. Altri tipi di oli devono essere mantenuti a una temperatura di + 150 ... + 200 ° C, l'acqua evaporerà. A temperature più elevate, il contenuto inizierà a schizzare. L'olio disidratato viene applicato sulla superficie della parte in alluminio. Con la carta vetrata, è necessario strofinare l'alluminio sotto lo strato applicato per rimuovere l'ossido.
La pelle smeriglio viene sostituita con un bisturi, una punta seghettata di saldatore o trucioli di ferro ottenuti da un'unghia strofinata con una lima. I trucioli vengono versati sull'olio e la punta del saldatore viene strofinata sulla superficie, staccando lo strato di ossido. Si consiglia di riscaldare una parte massiccia con un getto di aria calda.La saldatura con un saldatore viene immersa in una goccia d'olio e strofinata nel punto di saldatura. Per un migliore processo di saldatura, viene aggiunta colofonia o altro flusso.
Per la saldatura di fili di alluminio sono stati creati fondenti a base di acido acetilsalicilico o ortofosforico, sali di acido borico o di sodio. La colofonia è usata raramente, è inefficace nel caso dell'alluminio. I flussi vengono utilizzati per saldare fili, pentole e altre cose.
Fondenti per la brasatura dell'alluminio
I flussi sono altamente attivi, quindi dopo la saldatura devono essere lavati via con una soluzione di acqua e alcali. Il ruolo degli alcali è ben svolto dal bicarbonato di sodio. Dopo l'alcali, la giunzione viene lavata con acqua pulita. Gli organi respiratori devono essere protetti dai flussi di vapore che vi entrano. Possono irritare le mucose ed entrare nel flusso sanguigno. I più comuni devono essere considerati individualmente.
Colofonia
La colofonia è il più ricercato di tutti i flussi. Viene utilizzato per unire vari metalli. Funziona su alluminio solo in assenza di aria, quindi è usato raramente. Più tempo viene dedicato a lavorare con la colofonia, meno efficienza. Questo flusso non è per professionisti, può saldare, ma la qualità della connessione non è durevole.
Flusso di polvere
L'alluminio viene brasato con un bruciatore a gas utilizzando flussi di polvere. Non è consigliabile aggiungere ossigeno alla fiamma, riduce l'efficienza del flusso. I flussi più comuni:
- F-34A;
- borace;
- acido acetilsalicilico;
- grasso di saldatura.

F-34A è un flusso attivo contenente il 50% di cloruro di potassio, il 32% di cloruro di litio, il 10% di fluoruro di sodio e l'8% di cloruro di zinco. La composizione viene utilizzata con saldature contenenti additivi chimici.È igroscopico e si dissolve in acqua.
Il borace è una polvere che fonde a 700°C, è solubile in acqua e viene lavata via con una soluzione acquosa di acido citrico. Differisce nel basso costo.
L'acido acetilsalicilico si trova sotto forma di compresse di aspirina. Se riscaldato con un saldatore, vengono rilasciati vapori dannosi per la salute umana che bruciano il naso, gli occhi e gli organi respiratori.
Il grasso di saldatura è costituito da paraffina, cloruro di ammonio e zinco, acqua deionizzata. Buona saldatura di luoghi preriscaldati che hanno subito una procedura di stagnatura. Dopo aver saldato le parti in alluminio, si consiglia di lavare via i residui di fondente, altrimenti provoca corrosione del metallo.
Flusso liquido
Il flusso liquido viene applicato al luogo di saldatura in uno strato sottile. Quando si lavora con un saldatore, evapora rapidamente con il rilascio di fumi in fiamme. Flux F-64 contiene fluoruri, tetraetilammonio, inibitori di corrosione e acqua ionizzata. Distrugge bene il film di ossido e aiuta a saldare pezzi di alluminio di grandi dimensioni. Viene utilizzato per la saldatura di rame, alluminio, ferro zincato e altri metalli.
F-61 è costituito da trietanolammina, fluoroborato di ammonio e fluoroborato di zinco. Utilizzato per stagnare e saldare leghe di alluminio a temperature fino a 250°C. Castolin Alutin 51 L è composto da cadmio, piombo e stagno per il 32%. Funziona in modo più efficace a temperature superiori a 160°C.
Uno qualsiasi dei flussi elencati aiuta a saldare una padella di alluminio, grezzi di alluminio di diverse dimensioni, per collegare grezzi di duralluminio, duralluminio (duralluminio) mediante saldatura.
Saldatore per saldatura alluminio
La saldatura per la saldatura dell'alluminio è realizzata sulla base di zinco o alluminio.Gli additivi vengono introdotti in esso per ottenere varie caratteristiche: abbassare il punto di fusione, aumentare la resistenza. Sono prodotti in America, Germania, Francia, Russia. Consideriamone alcuni.
Una saldatura comune e ampiamente pubblicizzata per l'alluminio è HTS 2000. È prodotta da un'azienda statunitense. La pratica ne testimonia la fragilità: le parti saldate consentono il passaggio di aria e umidità. Non può essere utilizzato senza flusso.
Castolin 192FBK a base di zinco (97%) e alluminio (2%) è prodotto in Francia. Castolin produce saldature 1827 e AluFlam-190 progettate per la brasatura di rame e alluminio a 280°C.

Castolin 192FBK è un tubo di saldatura contenente flusso nel nucleo. Viene prodotto sotto forma di barrette, di cui 100 g costano 100-150 rubli. Salda bene piccoli fori e crepe.
Chemet Aluminium 13 è una lega di saldatura utilizzata per saldare parti a 640°C e oltre. È a base di alluminio (87%) e silicio (13%). La temperatura di fusione della saldatura è di circa 600°C. Viene prodotto sotto forma di barrette, di cui ci sono 25 pezzi per 100 g. 100 g costano 500 rubli. Una varietà chiamata Chemet Aluminium 13-UF ha una struttura cava e contiene flusso nel nucleo. Il suo costo per 12 bar, che pesano 100 g, è di 700 rubli.
La saldatura di alluminio viene prodotta anche nelle imprese nazionali. Per la saldatura con un bruciatore a gas, viene utilizzata la composizione del marchio 34A. Fonde ad una temperatura di 525°C, leghe ben saldate AMts, AM3M, AMg2. 100 g costano 700 rubli.
Il grado A consiste per il 60% di zinco, il 36% di stagno e il 2% di rame. Fonde a 425°C. Prodotto in bacchette del peso di 145 g Il costo di una canna è di 400 rubli.
SUPER A+ è prodotto a Novosibirsk ed è un analogo di HTS-2000. Si applica insieme al gumboil del marchio SUPER FA. Costa 800 rubli. per 100 g.Allo stato fuso diventa viscoso, è necessario utilizzare strumenti di acciaio per livellarlo.
Filo animato
Il filo flussato viene utilizzato durante la saldatura di parti in alluminio, non è adatto per la saldatura. La saldatura dell'alluminio con una torcia a gas con un filo animato non viene eseguita. È meglio saldare le parti con una macchina elettrica.
Quale saldatore è adatto
Cosa saldare, quale strumento è necessario per questo: tutto dipende dall'area di saldatura. L'alluminio e il rame conducono bene il calore, quindi è necessario un saldatore potente. Con un'area parziale di 1000 cm², la potenza del saldatore è di 50-60 watt. Spesso vengono saldate due o più parti, nel qual caso la potenza aumenta a 100 watt. Quando si riscalda la giunzione, è adatto un saldatore di potenza inferiore. La puntura è scelta larga, su di essa possono essere praticate delle tacche per rimuovere il film di ossido di alluminio.
È necessario considerare come saldare l'alluminio con un saldatore. Questo viene fatto con uno strumento ben riscaldato dopo aver rimosso la pellicola di ossido e stagnato, la saldatura aderisce bene all'area stagnata (stagnata con speciali saldature) e qualsiasi saldatore è adatto
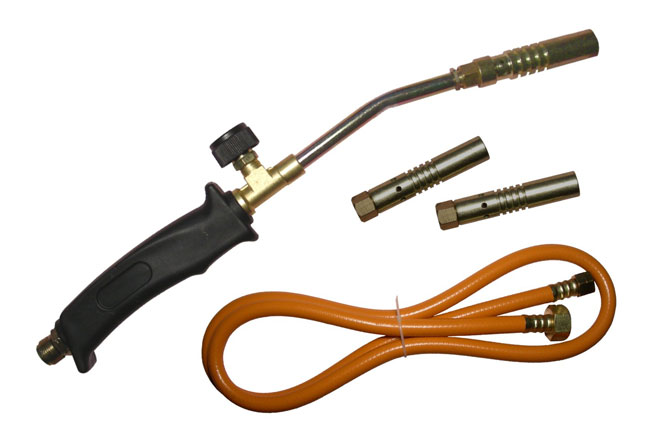
Torce per brasatura in alluminio
Devi sapere come saldare con una torcia a gas. Se l'area delle parti è ampia e la potenza del saldatore non è sufficiente, utilizzare un bruciatore. È meglio usare il gas, perché la saldatura dell'alluminio con un bruciatore a gas ha un grande potenziale. Il bruciatore riscalda rapidamente la giunzione delle parti quasi fino alla temperatura di fusione dell'alluminio. Il flusso con saldatura viene applicato alla connessione, livellato con una punta di saldatore e indurisce. La giunzione deve essere lavata dai resti di acido per saldatura o altro flusso.
Quando si lavora con i bruciatori, è necessario osservare le norme di sicurezza antincendio. Non devono essere presenti liquidi o materiali infiammabili nelle vicinanze.
Che è meglio: saldatura o saldatura
Le risposte a questa domanda possono variare. L'uso di un metodo o dell'altro dipende dall'uso delle parti dopo la loro connessione. È meglio saldare un radiatore per auto. Questo metodo è economico e affidabile. È meglio saldare le borracce per il latte e altri contenitori per la conservazione degli alimenti. Il cordone di saldatura è più resistente, soprattutto nelle taglie più grandi. Spesso è necessario saldare parti in leghe di alluminio. La saldatura al silumin è praticamente l'unico modo per collegare, a parte l'uso della colla.
Con la saldatura e la saldatura, se lo desideri, puoi guadagnare bene. Le domande su come saldare tubi di alluminio in un frigorifero o riparare il telaio di una bicicletta sorgono frequentemente. Nelle officine, il lavoro è costoso: tubi di saldatura - 1000 rubli. e altro ancora. Quando si collegano i cavi elettrici mediante saldatura, prendono 15 rubli. per ciascuno. La riparazione del telaio di una bicicletta in leghe di alluminio con saldature costa 500 rubli. La riparazione della padella costerà 100 rubli. A questi importi vanno aggiunti i costi di tempo e denaro per la consegna dei prodotti in officina e ritorno.
Per risparmiare questi soldi, devi imparare a saldare te stesso. Per fare ciò, è necessario acquistare un bruciatore a gas sotto forma di lattina per 700-1000 rubli. e saldare. Puoi imparare il trattamento delle superfici e la sutura su un vecchio radiatore per auto.
Articoli simili: